

618活动








如何调整吹膜主机的温度与牵引速度:关键步骤与注意事项
发布时间:2025-08-27 14:30
阅读量:190
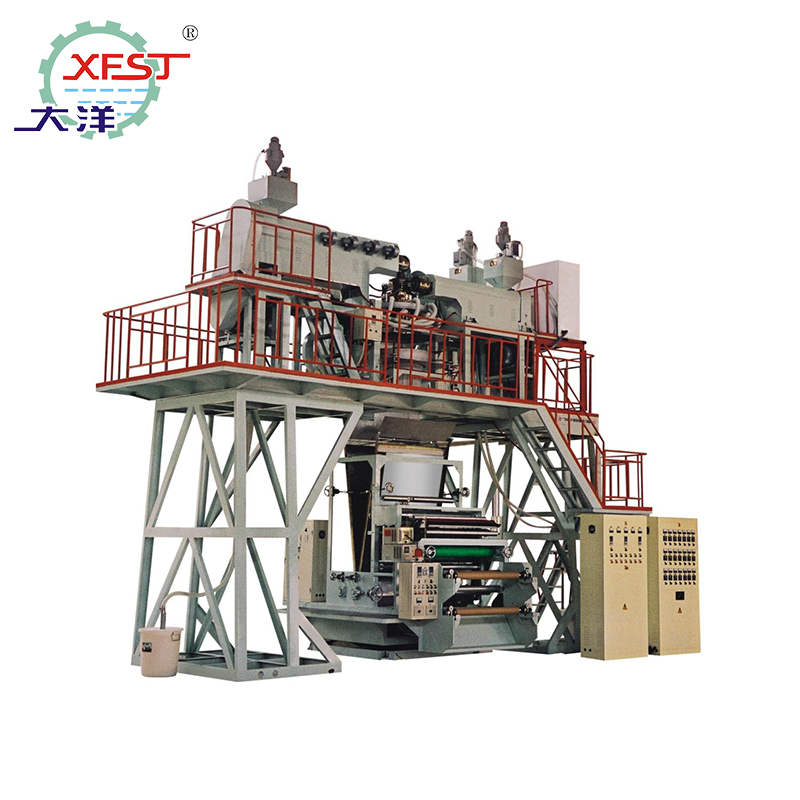
吹膜主机和牵引的调整
吹膜技术广泛应用于各种塑料膜的生产,其质量的关键之一是主机和牵引的协调配合。今天我们将一起学习如何正确调整吹膜主机和牵引,以达到最佳的膜材生产效果。
一、吹膜主机调整
1. 设定目标

首先,需要设定适当的参数来启动主机。包括薄膜的厚度、宽度以及生产速度等。这些参数的设定将直接影响最终产品的质量。
2. 温度控制
吹膜主机的温度控制是关键。不同材料需要不同的温度。通常,应确保各加热区域温度均匀且稳定,以防止材料在加工过程中出现热分解或熔融不均。
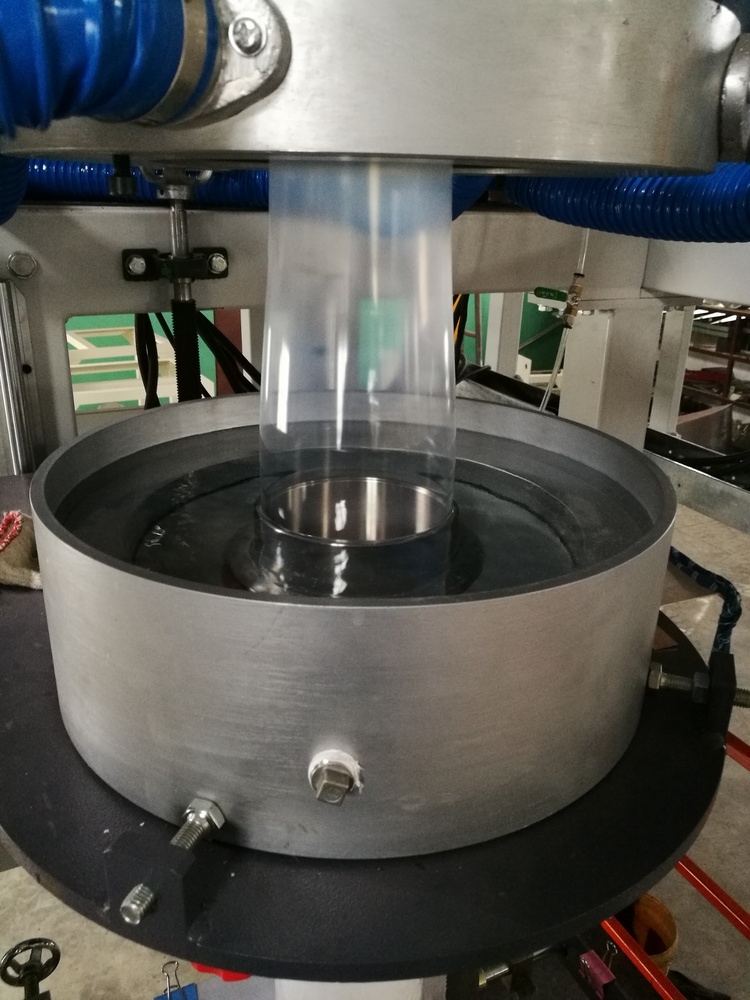
3. 模具调整
模具的开口大小、形状等也会影响膜材的质量。根据不同的需求,应调整模具以获得所需的膜材厚度和宽度。
二、牵引调整
1. 牵引速度
牵引速度与主机生产速度应保持协调。如果牵引速度过慢,可能导致膜材出现皱纹或拉伸不均;而如果过快,则可能使膜材在牵引过程中断裂。因此,应根据实际情况调整牵引速度。
2. 牵引力控制
牵引力的大小同样重要。过大或过小的牵引力都可能影响膜材的质量。通常,应根据膜材的厚度、宽度以及生产速度来调整牵引力的大小。
3. 导向辊的调整
导向辊的位置和角度也会影响膜材的平整度和方向性。应确保导向辊的位置和角度适当,以使膜材在牵引过程中保持稳定。
三、注意事项
- 在调整过程中,应始终保持警惕,避免因操作不当导致设备损坏或人员伤害。
- 定期检查设备各部件的紧固程度和磨损情况,及时进行维修和更换。
- 对于不同材料和规格的膜材,应遵循相应的操作规范进行调机。
- 保持工作环境的清洁和整洁,以防止灰尘和其他杂质对设备的影响。
通过以上步骤,我们可以对吹膜主机和牵引进行适当的调整,以获得高质量的膜材产品。但请注意,实际操作中可能因设备和材料的不同而有所差异,因此在实际操作中应结合具体情况进行灵活调整。










